Vacuum detection
Tested: Cases of canned goods with vacuum (Orientation of 4 X 3)
Inspection: The purpose of this test was to verify the seal integrity of cans in shrink wrapped carton cases. The objective was to locate individual cans with no vacuum present.
Tested with: PRO Series Case Proximity Inspection System
Technology Corner - How it works
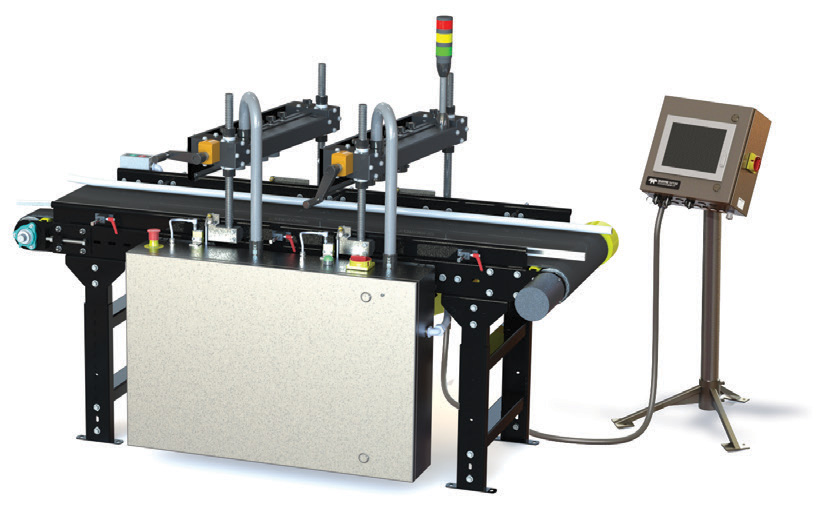 The PRO Series Case System measures pressure or vacuum in containers utilizing sensors with proximity or acoustic technology. Proximity technology measures the lid deflection in metal closures using custom analog proximity sensors technology. Acoustic technology measures pressure or vacuum in containers with metal closures that do not have a measurable lid deflection. This sensor works by applying an acoustic “tap” to the top of each container lid using an electromagnetic pulse, exciting the closure. The lid vibrates at a natural resonant frequency “tone” based on internal pressure or vacuum which is then sensed by a microphone. The Digital Signal Processor (DSP) produces a real-time signal spectrum and calculates the frequency of the “tone” for that lid which is then compared to user set limits. The TapTone Case System utilizes a sensor bridge supporting up to 6 proximity sensors and 6 acoustic sensors which is dependent on the case packing orientation.
The PRO Series Case System measures pressure or vacuum in containers utilizing sensors with proximity or acoustic technology. Proximity technology measures the lid deflection in metal closures using custom analog proximity sensors technology. Acoustic technology measures pressure or vacuum in containers with metal closures that do not have a measurable lid deflection. This sensor works by applying an acoustic “tap” to the top of each container lid using an electromagnetic pulse, exciting the closure. The lid vibrates at a natural resonant frequency “tone” based on internal pressure or vacuum which is then sensed by a microphone. The Digital Signal Processor (DSP) produces a real-time signal spectrum and calculates the frequency of the “tone” for that lid which is then compared to user set limits. The TapTone Case System utilizes a sensor bridge supporting up to 6 proximity sensors and 6 acoustic sensors which is dependent on the case packing orientation.
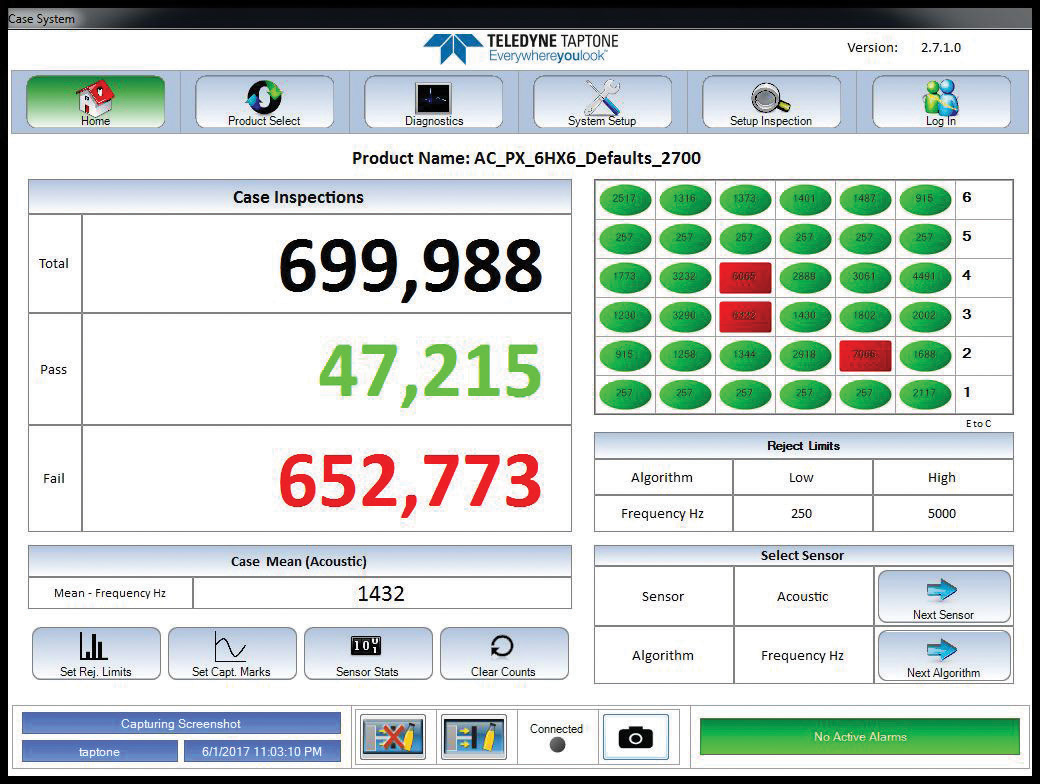
 The systems user interface displays an easy to read diagram of the case highlighted with green and red markings to easily identify which containers in the case are good and bad. The PRO Series Case System can be fitted with an optional spray marker system to mark the position of the “bad” products directly onto the container in the case. Standard conveyor configuration allows for inspection of 80-120 cases per minute depending on case length.
The systems user interface displays an easy to read diagram of the case highlighted with green and red markings to easily identify which containers in the case are good and bad. The PRO Series Case System can be fitted with an optional spray marker system to mark the position of the “bad” products directly onto the container in the case. Standard conveyor configuration allows for inspection of 80-120 cases per minute depending on case length.
Proximity Testing
In this example, the customer sent in several cases to test for missing vacuum in the case configuration. The case, packed 4 rows x 3 rows was set up and a “bad” can with the vacuum intentionally released. After setting up the unit, the case was passed several times to establish a “good” average merit value for each can in the case. Once the case is set up, the reject limits are then adjusted. The profile shows the “bad” can merit value in the red box below (designated by the red arrows). As you can see, the profile is much higher than the other “good” cans whereby this can will activate the reject signal.
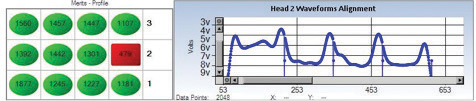
The graphs above display waveforms of a 4X3 case of cans with proper and low vacuum tested on the PRO Series Case Proximity Inspection System
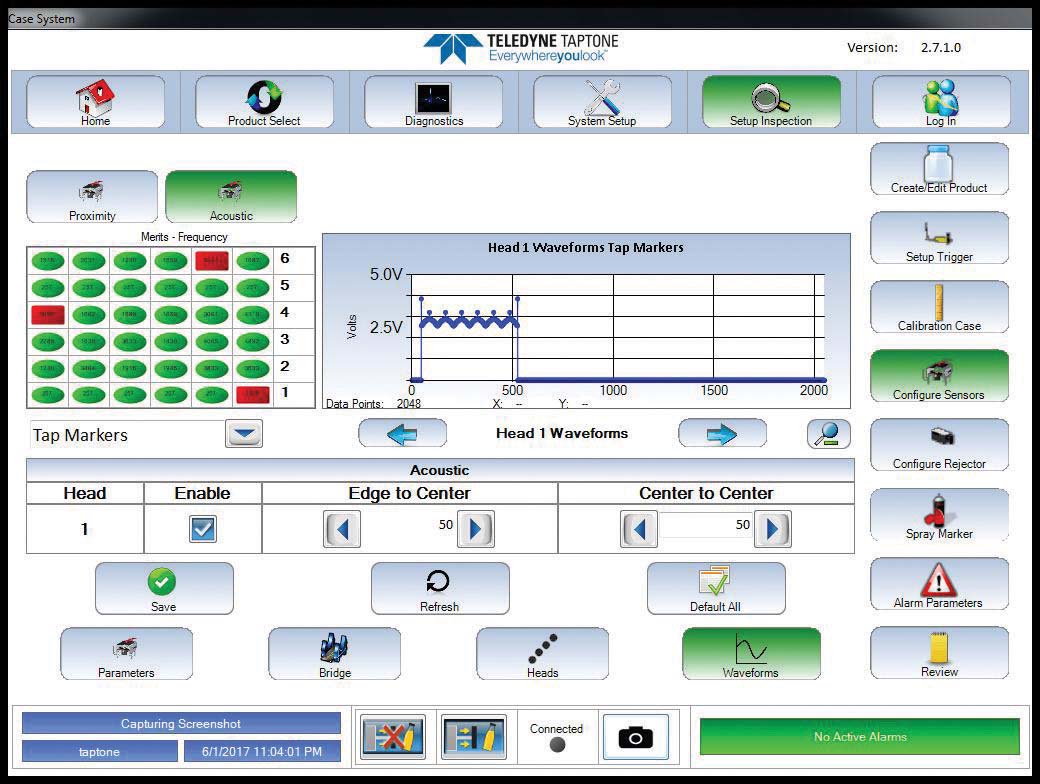
Example of the 6x6 Head Operator Touch User Interface of the PRO Series Case System with Acoustic and Proximity Sensors
Summary
Test results conclude a clear distinction between the containers with no vacuum displayed in RED and those with proper vacuum which are displayed in GREEN. The RED containers were rejected as “bad” according to the preset merit values.
* Merit value is a calculated number determined using an algorithm to compute a resultant from a set of data values. Test results achieved in the test laboratory may be different from results seen in the production environment.

